
در دنیای مهندسی مواد و طراحی سازه های صنعتی، عملیات حرارتی به عنوان قلب فرآیند بهبود و تغییر خواص فلزات شناخته می شود. هیچ قطعه صنعتی که به مقاومت بالا، پایداری ابعادی، سختی مناسب، چقرمگی مطلوب و ساختار میکروسکوپی کنترل شده نیاز دارد، بدون عملیات حرارتی قابل اتکا نیست. از تیغه های جراحی تا پره های توربین گازی، از محور میل لنگ خودرو تا چرخ دنده های انتقال قدرت، از میلگردهای ساختمانی تا آلیاژهای هوافضایی، همه و همه به این فرآیند وابسته اند.
اهمیت عملیات حرارتی تنها به افزایش سختی خلاصه نمی شود؛ بلکه مجموعه ای پیچیده از تغییرات فیزیکی، شیمیایی و فاز متالورژیکی در ساختار ماده رخ می دهد که در نهایت عملکرد، دوام و قابلیت استفاده قطعه در شرایط واقعی را تضمین می کند. این فرآیند باعث بهبود مقاومت به خستگی، مقاومت سایشی، پایداری در برابر خوردگی تنشی و حتی قابلیت ماشینکاری و شکل دهی می شود.
عملیات حرارتی چیست؟
عملیات حرارتی مجموعه ای از فرآیندهای کنترل شده حرارتی است که به منظور تغییر خواص مکانیکی، ساختاری و فیزیکی فلزات انجام می شود. عملیات حرارتی یکی از مهم ترین مراحل فرایند تولید فولاد است. عملیات حرارتی شامل سه مرحله اصلی است: گرم کردن تا محدوده دمایی مشخص، نگه داری در آن دما برای زمان مشخص، و سپس سردکردن با سرعت و شرایط کنترلی خاص. این فرآیند برخلاف حرارت دهی ساده، مبتنی بر اصول دقیق ترمودینامیکی و سینتیک فازی است.
در حقیقت عملیات حرارتی راهکاری مهندسی برای تغییر ساختار داخلی فلز است، بدون آن که شکل ظاهری یا ابعاد اصلی تغییر کند. این ویژگی عملیات حرارتی را از سایر روش های بهبود خواص مانند آلیاژسازی یا کارسختی متمایز می کند. هدف اصلی آن دست یابی به تعادل بین سختی و چقرمگی، کاهش تنش های پسماند و رسیدن به ساختار مناسب برای شرایط کاری است. چقرمگی چیست؟ یک معیار بسیار مهم با مولفه های تعیین کننده مختلف برای سنجش برخی رفتار های مکانیکی فلز.
بسیاری از واحدهای صنعتی که نیاز به فولاد ضد زنگ یا فولادهای ابزاری دارند، پیشاپیش سیکل های حرارتی قابل اعمال روی آلیاژ را بررسی می کنند تا مطمئن شوند رفتار مکانیکی نهایی مطابق انتظار خواهد بود. این موضوع در صنایع حساس مانند پزشکی، نفت و گاز و هوافضا اهمیت دوچندان دارد.
اصول فیزیکی و متالورژیکی در عملیات حرارتی
عملیات حرارتی بر پایه تغییرات دقیق ساختار میکروسکوپی فلزات انجام می شود و هدف آن بهبود خواص مکانیکی مانند سختی، چقرمگی و مقاومت سایشی است. در این فرآیند، کنترل دما، زمان و نرخ سرد شدن نقش حیاتی دارد و تعیین کننده تشکیل فازهای آلیاژی مختلف مانند فریت، آستنیت، پرلیت، بینیت و مارتنزیت است. فهم این اصول پایه برای طراحی سیکل حرارتی مناسب و جلوگیری از خطاهایی مثل ترک، اعوجاج و دکربوریزاسیون ضروری است.
پیشنهاد تجاری: مشاهده آگهی های فروش ماشین آلات ریخته گری مداوم

فازهای آلیاژی و ساختارهای تحول یافته
فلزات به ویژه فولاد در دماهای مختلف ساختارهای بلوری متفاوت دارند. این ساختارها تعیین کننده رفتار نهایی فلز هستند. فریت، آستنیت، پرلیت، بینیت و مارتنزیت از مهم ترین فازهای فولادی هستند. فریت دارای ساختار BCC بوده و نرم تر و شکل پذیر است. آستنیت ساختار FCC دارد و در دمای بالا تشکیل می شود و بستر اصلی بسیاری از تحولات بعدی است. مارتنزیت که از سرد شدن سریع آستنیت ایجاد می شود ساختاری سخت، ترد و پرکربن دارد.
در عملیات حرارتی، کنترل دقیق نرخ تبدیل این فازها اهمیت زیادی دارد. مثلاً برای ساخت ابزار برشی از فولادهای پرآلیاژ، تشکیل مارتنزیت ریزساختار هدف اصلی است. در مقابل، برای قطعاتی مانندمحورهای انتقال قدرت نیاز به ساختاری ترکیبی از پرلیت و بینیت با چقرمگی بالا داریم.
به نقل از sciencedirect.com :
During the heat treatment process, as CLF-1 steel is heated from room temperature to the high-temperature austenitic region and then cooled back to room temperature, phases such as austenite, ferrite, and martensite exhibit distinct specific heat capacities. Solid-state phase transformations are accompanied by volume changes, which cause fluctuations in the thermal expansion curve and result in inflection points at the corresponding transformation temperatures. Therefore, dilatometry can be employed to accurately determine the phase transformation temperatures of CLF-1 steel.
در طول فرآیند عملیات حرارتی، هنگامی که فولاد از دمای اتاق تا ناحیه آستنیتی با دمای بالا گرم می شود و سپس دوباره تا دمای اتاق سرد می شود، فازهایی مانند آستنیت، فریت و مارتنزیت ظرفیت گرمایی ویژه متمایزی از خود نشان می دهند. دگرگونی های فازی حالت جامد با تغییرات حجم همراه هستند که باعث نوساناتی در منحنی انبساط حرارتی شده و در نتیجه نقاط عطف در دماهای دگرگونی مربوطه ایجاد می شوند. بنابراین، می توان از دیلاتومتری برای تعیین دقیق دمای دگرگونی فاز فولاد استفاده کرد.
زمان و دما دو عامل حیاتی در عملیات حرارتی هستند. اگر دما پایین تر از حد لازم باشد، فاز مطلوب تشکیل نمی شود؛ در مقابل اگر دما بیش از حد بالا باشد، رشد دانه ها رخ می دهد و خواص مکانیکی کاهش می یابد. زمان نیز باید متناسب با ابعاد، آلیاژ و ساختار مورد نظر تنظیم شود.
در واحدهای صنعتی پیشرفته که سیستم های حرارتی دقیق به کار گرفته می شود، مانند واحدهایی که کوره های آهن و فولاد یا سیستم های القایی ارائه می دهند، کنترل زمان و دما توسط نرم افزارهای PID و حسگرهای ترموکوپل بسیار دقیق انجام می شود.
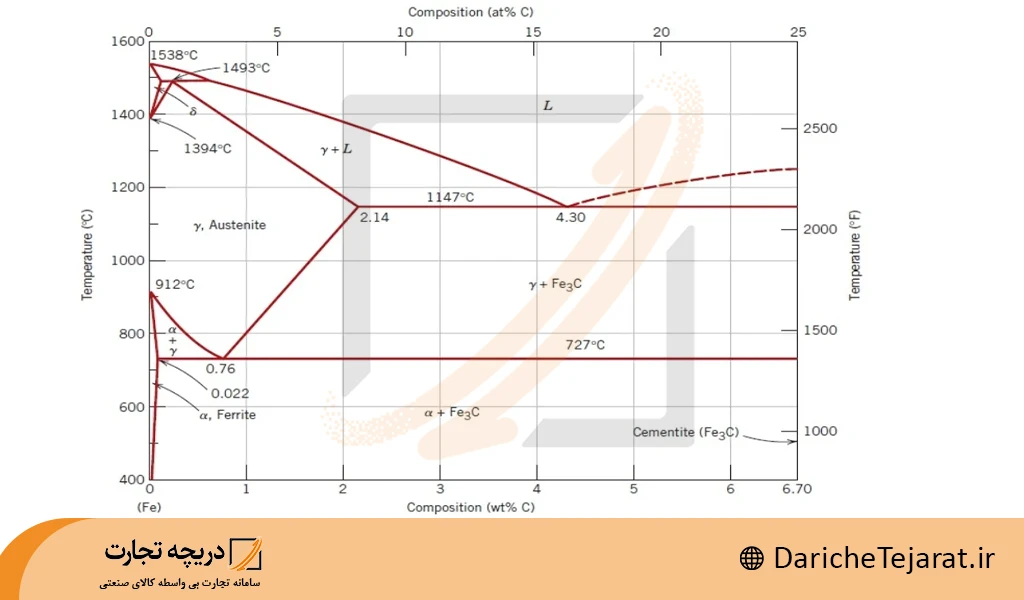
نمودار فازی Fe–C
نمودار آهن-کربن مهم ترین ابزار متالورژیست برای انتخاب سیکل عملیات حرارتی است. این نمودار نشان می دهد در هر درصد کربن و دما، چه فازی پایدار است و چگونه می توان مسیر تحول حرارتی را کنترل کرد. برای مثال فولادهای هیپویوتکتوئید و هیپریوتکتوئید شرایط حرارت دهی متفاوتی دارند و مرز دمایی Ac1 و Ac3 تعیین کننده شروع و پایان آستنیتی شدن است.
انواع عملیات حرارتی و کاربرد آن ها
در علم متالورژی، عملیات حرارتی طیف گسترده ای از فرآیندها را شامل می شود که هرکدام با هدف خاصی طراحی شده اند. تفاوت این فرآیندها تنها در دما نیست؛ بلکه در سرعت سردشدن، نوع محیط، مدت زمان نگه داری و ساختار هدف میکروسکوپی نیز تفاوت اساسی دارند. در پروژه های بزرگ صنعتی و فولادسازی، هنگام برنامه ریزی برای تولید قطعات یا تعیین نیازهای خط تولید، نوع عملیات حرارتی پیش بینی می شود تا امکان سنجی دقیق صورت گیرد.
پیشنهاد تجاری: مشاهده آگهی های فروش کوره های آهن و فولاد
عملیات حرارتی کامل (Full Heat Treatment)
این دسته شامل سیکل های حرارتی است که در آن قطعه به طور کامل تا دمایی مشخص حرارت داده می شود، سپس در شرایط کنترل شده سرد می شود. تغییر ساختار در کل مقطع ایجاد می شود.
مهندسان زمانی این روش را انتخاب می کنند که قطعه باید سرتاسر دارای ساختار یکنواخت باشد و خواص در عمق تغییر کند، مثل میل لنگ های سنگین یا شافت های صنعتی که تحت بارهای تناوبی هستند. این نوع عملیات حرارتی بیشتر برای فولادهای ساختمانی، سازه ای و فولادهای متوسط کربن به کار می رود.
در خطوط نورد و ریخته گری، سازندگان هنگام تجهیز خط تولید، حتماً سیستم عملیات حرارتی کامل را در کنار کوره ها اضافه می کنند تا ساختار مواد اولیه و مقاطع سنگین همگن سازی شوند.
آنیل (Annealing) — هدف، مراحل و کاربرد
آنیل فرآیندی است برای نرم سازی ماده، افزایش شکل پذیری، بهبود قابلیت ماشین کاری و حذف تنش های پسماند. قطعه گرم می شود تا به محدوده آستنیتی یا نزدیک آن برسد، سپس بسیار آهسته خنک می شود.
در عملیات آنیل، ساختار دانه ها ریزتر و تنش ها آزاد می شوند و ماده نسبت به تغییر شکل و براده برداری واکنش متعادل تری نشان می دهد. صنایع تولید ورق، لوله و سازه های سبک که نیاز به شکل دهی گسترده دارند حتماً از سیکل آنیل استفاده می کنند.
نرماله کردن (Normalizing) و تفاوت با آنیل
نرمال سازی مشابه آنیل است، اما سرعت سرد شدن سریع تر (معمولاً در هوا) انجام می شود. نتیجه، ساختاری ریزتر و مقاوم تر نسبت به آنیل است.
این روش برای تسمه ها، میل گردها، قطعات ریختگی و سازه هایی که پس از تولید ممکن است تنش ساختاری داشته باشند مناسب است. تفاوت اصلی آن با آنیل در ساختار نهایی و سطح سختی است؛ نرماله سخت تر و مقاوم تر است ولی شکل پذیری آنیل بهتر است.
این فرآیند پایه طراحی بسیاری از سیکل های صنعتی است و کارخانه ها هنگام خرید تجهیزات جداسازی فولاد همچون خنک کن های پیوسته و تجهیز سالن عملیات حرارتی، امکانات ویژه برای نرماله کاری در نظر می گیرند.
کوئنچ یا سختکاری (Quenching) — محیط های خنک کاری
سختکاری مهم ترین عملیات برای افزایش سختی و مقاومت سایشی است. قطعه تا ناحیه آستنیتی گرم می شود و ناگهان در محیط خنک کن فرو برده می شود. محیط ممکن است آب، روغن، پلیمر، نمک مذاب یا گاز بی اثر باشد.
انتخاب محیط تاثیر مستقیم بر سرعت سردشدن و خطر ترک دارد. فولادهای پرآلیاژ اغلب نیاز به کوئنچ روغنی دارند، چون سردکردن شدید خطر شکست دارد. فولادهای ساده کربنی در آب یا پلیمر سرد می شوند.

تمپرینگ (Tempering)
پس از کوئنچ، فولاد بسیار ترد می شود. تمپرینگ با گرم کردن در دمای پایین تر انجام می شود تا دمای داخلی کاهش تنش و افزایش چقرمگی فراهم شود. این مرحله زمانی حیاتی است که قطعه تحت بار ضربه ای و خستگی قرار دارد، مثل دنده های صنعتی، ابزار برشی و قطعات موتور.
رسوب سختی (Aging) در آلومینیوم و نیکل
آلیاژهای آلومینیوم و نیکل از طریق تشکیل رسوبات ریز در ساختار، سخت تر می شوند. سیکل رسوب سختی شامل محلول سازی، آبدهی و پیرسازی است. صنایع هوافضا، حمل ونقل سبک و پزشکی این روش را به طور گسترده به کار می گیرند. فرو آلیاژ ها در این فرایند میتوانند نقش کلیدی داشته باشند. فرو آلیاژ چیست؟ نوعی ترکیب معدنی که حاوی فلزات مطلوب برای ساخت آلیاژ است و از معدن اسخراج میشود.
پیشنهاد تجاری: مشاهده آگهی های مقاطع فولادی
عملیات حرارتی سطحی
زمانی که سطح باید سخت باشد ولی مغز قطعه چقرمه بماند، عملیات سطحی انتخاب می شود. روش هایی مثل کربن دهی، نیتروژن دهی، القایی و شعله ای برای چرخ دنده ها، غلطک ها و ابزارهای ضربه ای بسیار رایج هستند.
کربن دهی و نیتروژن دهی
این فرآیندها با افزودن کربن یا نیتروژن به سطح، لایه ای بسیار سخت ایجاد می کنند. سطح مقاوم به سایش می شود ولی مغز انعطاف باقی می ماند. کربن دهی در دمای بالا و نیتروژن دهی معمولاً در دمای پایین تر و بدون کوئنچ انجام می شود. فرایند آبکاری فلزات نیروژن دهی شده نیز سریع تر و راحت تر انجام میشود.
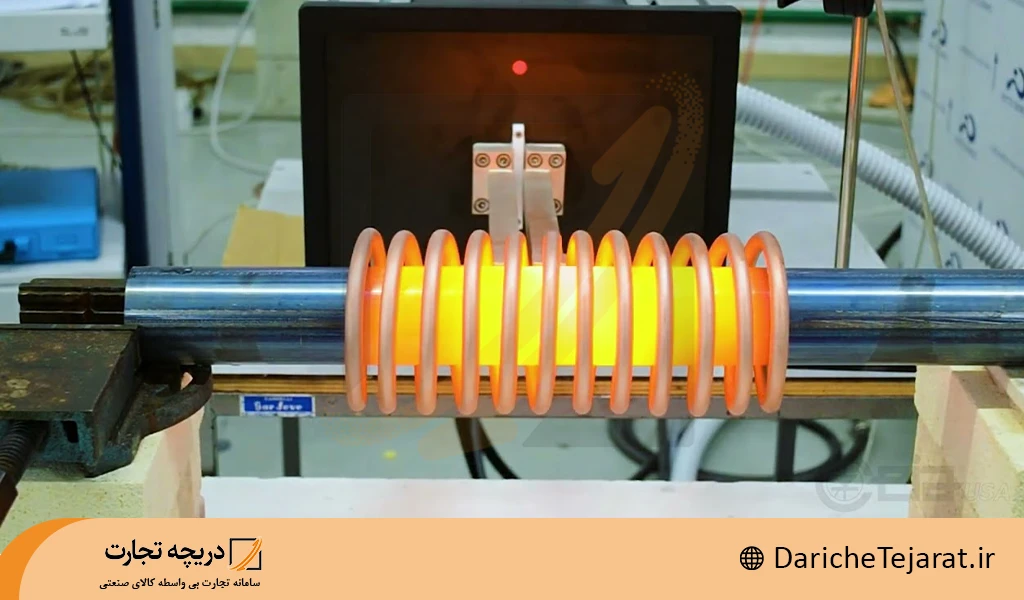
عملیات القایی و حرارت دهی موضعی
مخصوص قطعات انتقال قدرت و شفت ها. با میدان مغناطیسی سطح قطعه سریع گرم و سپس سرد می شود. این روش سریع، دقیق و اقتصادی است و در خطوط تولید خودروسازی بسیار رایج است.
عملیات خلأ و محیط کنترل شده
برای قطعات ظریف، هوافضایی و پزشکی، حرارت دهی بدون اکسیدشدگی ضروری است. کوره های خلأ و اتمسفر کنترل شده در کارخانه هایی که فروش کوره های آهن و فولاد دارند به عنوان تجهیزات پیشرفته ارائه می شوند.
عملیات بینیتی و مارتنزیتی
برای ایجاد ساختار بینیتی سخت و مقاوم یا مارتنزیتی بسیار سخت، سیکل سرد شدن کنترل می شود. این روش برای قطعاتی مثل محورهای سنگین و ابزارهای برشی بسیار مناسب است.
عملیات حرارتی چدن و فولاد ابزار
چدن مالیبل، داکتیل و خاکستری سیکل های خاصی دارند. فولادهای ابزار مانند H13، D2 و M2 نیاز به سیکل های دقیق و چندمرحله ای دارند تا سختی و مقاومت دمایی بهینه شود.
پارامترهای کلیدی انتخاب عملیات حرارتی
انتخاب عملیات حرارتی، صرفاً انتخاب یک دما و زمان نیست؛ این تصمیم حاصل ده ها سال تجربه صنعتی، شناخت عمیق فیزیک حالت جامد، رفتار فازی مواد و آشنایی با محدودیت تجهیزات تولید است. به همین دلیل است که در بسیاری از کارخانجات فولاد و کارگاه های ساخت وتولید، یک مهندس عملیات حرارتی مستقل وجود دارد تا به صورت تخصصی این مرحله را مدیریت کند.
نقش دما در نتیجه نهایی
افزایش دما تا محدوده آستنیتی باید دقیق انجام شود. اگر فلز بیش از حد گرم شود، دانه ها رشد کرده و استحکام ضربه ای به شدت کاهش پیدا می کند. از طرفی، اگر دما به طور کامل به محدوده دمایی مورد نیاز نرسد، ساختار به طور کامل تبدیل نشده و سختی و ساختار نهایی غیر یکنواخت باقی می ماند. این امر حتی دیگر عملیات های مهندسی مثل جوشکاری آرگون را خراب میکند و کارایی قطعه مورد نظر عملا از بین میرود.
در فولادهای کربنی ساده، دمای آستنیتی سازی حدود 720 تا 950 درجه است، اما فولادهای آلیاژی مثل فولاد 1.7225 یا فولادهای ابزار سردکار، بازه های متفاوت و کنترل دقیق تر نیاز دارند. همین جا اهمیت انتخاب درست مواد در مرحله خرید مقاطع فولادی یا فروش فولاد آلیاژی خود را نشان می دهد؛ چون هر گرید نیاز حرارتی خودش را دارد.
زمان نگه داری و یکنواختی حرارتی
نگه داری قطعه در دمای هدف باید بر اساس ضخامت و هدایت حرارتی آن تعیین شود. برای یک میل لنگ خودرو که مقطع متغیر دارد، زمان بیشتری برای یکنواختی حرارت لازم است نسبت به یک میلگرد ساده.
در صنعت، مهندسان اغلب از قانون تجربی “یک ساعت به ازای هر اینچ ضخامت” استفاده می کنند، اما سیستم های هوشمند امروز با کمک حسگرها و کنترل دیجیتال حتی دقیق تر عمل می کنند. کارخانه هایی که از دستگاه های مدرن و سیستم های اتوماسیون اتوماسیون بهره می برند، مثلاً مجموعه هایی که به سمت فروش کوره های آهن و فولاد با کنترلر PID حرکت کرده اند، سرعت تولید و کیفیت بالاتری ارائه می دهند.
سرعت خنک کاری و نقش محیط سردسازی
سرعت سردشدن تعیین می کند چه مقدار مارتنزیت، بینیت یا پرلیت شکل گیرد. انتخاب محیط کوئنچ:
| محیط سردسازی | ویژگی |
| آب | شدیدترین سرعت، خطر ترک |
| آب نمک | شدیدتر از آب، ریسک خوردگی |
| روغن صنعتی | رایج ترین روش برای فولاد آلیاژی |
| هوا | مناسب فولادهای ابزار پرآلیاژ |
| پلیمر | قابل تنظیم، صنعتی و ایمن |
در پروژه های حساس، سیستم گردش اجباری روغن با فیلتر و چیلر استفاده می شود تا انتقال حرارت یکنواخت بماند. همین جاست که خرید هوشمندانه تجهیزات و شناخت کیفیت، هنگام فروش تجهیزات کارخانه فولاد یا خرید خط عملیات حرارتی، حیاتی است.
پیشنهاد تجاری: مشاهده آگهی های ماشین بریکت سازی
هندسه و اندازه قطعه
قطعات ضخیم مثل شافت نورد یا غلطک های تولید ورق، نسبت به قطعات ظریف مثل چاقوی صنعتی یا سوپاپ موتور، به سیکل متفاوت نیاز دارند. تفاوت توزیع حرارت، تفاوت تنش را ایجاد می کند. یک اشتباه کوچک در دما یا نرخ خنک شدن، ممکن است هزینه ای بسیار سنگین ایجاد کند و قطعه چند صد میلیون تومانی را از بین ببرد.
تجهیزات و فناوری های مورد استفاده در عملیات حرارتی
امروز صنایع فولاد و ساخت قطعات، از سیستم های قدیمی آتش مستقیم به سمت اتوماسیون، کوره های خلأ و کنترل هوشمند رفته اند.
کوره های عملیات حرارتی
کوره ها از نظر منبع انرژی و محیط کار:
- کوره های گازی صنعتی: مناسب تولید انبوه، مصرف بالاتر ولی قدرت حرارتی عالی
- کوره های الکتریکی مقاومتی: تمیزی بالا، کنترل دقیق، مناسب قطعات دقیق
- کوره های القایی: محلّی سازی حرارت برای عملیات سطحی یا شفت و چرخ دنده
- کوره های خلأ و اتمسفر کنترل شده: جلوگیری از اکسیداسیون، مناسب فولاد ابزار و فولاد ضد زنگ
کارخانه های پیشرو امروزه هنگام خرید دستگاه نورد یا ایجاد خط نورد گرم، معمولا کوره های پیش گرم، کوره همگن سازی و کوره عملیات حرارتی نهایی را یکپارچه تهیه می کنند.
تجهیزات کنترل دما
بدون کنترل دقیق، بهترین کوره هم بی فایده است. سیستم های PID، ترموکوپل های نوع K، S یا R، و نرم افزارهای مانیتورینگ، نقش حیاتی دارند. اطلاعات ثبت شده برای تحلیل کیفیت و ردگیری قطعه استفاده می شود؛ این در صنایع خودرو و هوافضا الزامی است.
تجهیزات سنجش و کنترل کیفیت
- سختی سنج راکول، ویکرز و برینل
- تست های غیرمخرب UT، MT، PT
- متالوگرافی و تهیه نمونه
- دستگاه تنش زدایی لرزشی یا حرارتی
اگر بخش عملیات حرارتی کنار خط تولید قطعه باشد، هزینه کمتر و کنترل بهتر حاصل می شود. به همین دلیل بسیاری کارخانه ها در کنار خطوط نورد یا ریخته گری، به دنبال فروش ماشین آلات کارخانه فولاد یا تکمیل تجهیزات خود هستند.

اهمیت عملیات حرارتی در بهبود خواص فلزات
اگر تولید فولاد را مانند بدن سازی تصور کنیم، عملیات حرارتی همان مرحله شکل دهی نهایی عضلات است. می توان بهترین فولاد را خرید، بهترین قالب را داشت، اما بدون عملیات حرارتی علمی، قطعه عملکرد استاندارد نخواهد داشت.
مثلاً برای خرید فولاد ضد زنگ، اگر عملیات محلول سازی و پیرسازی (در گریدهای رسوب سختی) انجام نشود، مقاومت خوردگی و استحکام واقعی ظاهر نمی شود. فولادهای ابزار، بدون سخت کاری دقیق و تمپرینگ کنترل شده، فقط یک تکه فلز هستند، نه ابزار صنعتی.
کاربردهای صنعتی عملیات حرارتی
عملیات حرارتی به طور گسترده در صنایع مختلف برای افزایش دوام، سختی و چقرمگی قطعات استفاده می شود. این فرآیند نه تنها طول عمر قطعات را افزایش می دهد، بلکه عملکرد آن ها را در شرایط کاری سخت تضمین می کند. در صنایع خودروسازی، هوافضا، نفت و گاز، و تولید فولاد، طراحی صحیح سیکل حرارتی نقش کلیدی در کیفیت نهایی محصولات دارد.
- صنایع خودروسازی: میل لنگ، میل بادامک، دنده ها و قطعات گیربکس، پیستون، پین پیستون نیازمند عملیات حرارتی هستند. در خطوط مدرن خودرو، عملیات القایی و کربن دهی کنترل شده متداول است.
- صنایع فولادسازی و نورد: غلتک های نورد، چاقوی برش ورق، تجهیزات قالب CCM، شفت های صنعتی همگی عملیات حرارتی دقیق می خواهند. در خطوط تولید که برای توسعه تجهیزات به ماشین بریکت سازی اقدام می شود، کوره های عملیات حرارتی بخش جدایی ناپذیر هستند.
- نفت و گاز و پتروشیمی: شیرآلات فشار بالا، بدنه پمپ ها، دریل بیت ها و اتصالات حفاری. مواد معمولاً فولادهای کروم مولیبدن و نیکل دار هستند و عملیات حرارتی شان دقیق و چندمرحله ای است.
- هوافضا و توربین: سوپرآلیاژها مثل اینکونل و تیتانیوم نیازمند عملیات محلول سازی و پیرسازی هستند و فقط کوره های خلأ یا اتمسفر خنثی مجازند.
- پزشکی: ابزار جراحی و ایمپلنت های تیتانیوم؛ هریک عملیات حرارتی خاص دارند.
مزایا و معایب عملیات حرارتی
عملیات حرارتی، یکی از ستون های اصلی علم متالورژی و مهندسی ساخت است، زیرا با تغییر ساختار داخلی فلزات، می توان رفتار کاملاً متفاوتی از آنها دریافت کرد. در کاربردهای صنعتی مانند تولید قطعات خودرو، ساخت سازه های تحت فشار، توربین های گازی، تجهیزات نورد گرم و سرد و حتی تجهیزات پزشکی از جنس تیتانیوم، عملیات حرارتی نقش حیاتی در رسیدن به سطح عملکرد مورد انتظار دارد.
مزایا:
- افزایش مقاومت سایشی:
وقتی فولاد و آلیاژها تحت سیکل های دقیق حرارتی مانند کوئنچ و تمپر قرار می گیرند، فاز مارتنزیت تشکیل شده و سطح سختی به طرز چشمگیری افزایش پیدا می کند. این ویژگی برای قطعاتی مثل چرخ دنده خودرو، تیغه های صنعتی، قالب های تزریق پلاستیک D2 و H13 یا رول های نورد اهمیت بنیادی دارد. در صنایعی که به تامین فولاد آلیاژی یا فروش تجهیزات کارخانه فولاد مشغول هستند، این خاصیت به معنی طول عمر بیشتر قطعات خط تولید و کاهش زمان توقف است. - افزایش چقرمگی و توان تحمل ضربه:
در کنار سختی بالا، با تمپر مناسب می توان چقرمگی را حفظ یا افزایش داد. قطعاتی مثل میل لنگ، دیسک ترمز، شافت گیربکس و پنل های حفاظتی فولادی نیاز دارند هم سخت باشند و هم در برابر ضربه شکست نخورند. این مزیت در صنعت خودرو، ماشین آلات سنگین، صنایع دفاعی و تجهیزات نیروگاهی حیاتی است. - بهبود رفتار خستگی و افزایش طول عمر سرویس:
در قطعات دوار و تحت سیکل بارگذاری مانند پره توربین، میل لنگ، اتصالات دریایی و بازوهای رباتیک، مقاومت به خستگی تعیین کننده دوام دستگاه است. عملیات حرارتی این مقاومت را تقویت می کند و هزینه تعمیرات آینده را کاهش می دهد. - امکان سبک سازی قطعات با حفظ استحکام:
مهندسان می توانند با بهره گیری از فرآیندهای حرارتی، قطعات را از آلیاژهای سبک انتخاب کرده و به جای استفاده از مقاطع سنگین، از مقاطع فولادی سبک تر یا آلومینیوم های عملیات پذیر استفاده کنند. در حوزه هوافضا و تجهیزات پزشکی، این مزیت بسیار ارزشمند است.
معایب و ریسک ها:
- ترک و شکست ناگهانی:
سخت کاری با سردکاری سریع (کوئنچ) اگر بدون تحلیل دما و ضخامت انجام شود، تنش های پسماند بالا ایجاد کرده و باعث ترک خوردگی قطعات حساس می شود. در صنعت نورد و ماشین آلات فولادی، این موضوع می تواند بسیار پرهزینه باشد. - اعوجاج و خروج از تلرانس اندازه ای:
قطعات دقیق مانند دنده، شفت ابزار دقیق CNC یا قالب های فورج اگر بدون تنظیم سیکل صحیح حرارتی کار شوند، ممکن است تاب بردارند. به همین دلیل بسیاری از تولیدکنندگان قبل از خرید دستگاه نورد یا کوره های آهن و فولاد سیستم های کنترل حرارت دقیق را مد نظر قرار می دهند. - اکسیداسیون سطحی و دکربوریزاسیون:
کوره های باز و عدم کنترل اتمسفر می تواند باعث پوسته شدن سطح فولاد و کاهش کربن سطحی شود. این موضوع بخصوص برای فولاد ابزار پرواهمیت است.
پیشنهاد تجاری: مشاهده آگهی های دستگاه نورد

راهکارهای صنعتی رفع مشکلات عملیات حرارتی
- پیش گرم چند مرحله ای برای کاهش شوک حرارتی
- استفاده از محیط خنک کاری کنترل شده (نمک مذاب، هوا، روغن تصفیه شده)
- تمپرینگ مناسب برای کاهش تنش پسماند
- استفاده از کوره خلأ یا کوره اتمسفر کنترل شده در خطوط
مثال های صنعتی عملیات حرارتی
- چرخ دنده خودرو با فولاد 20CrMnTi: ابتدا کربن دهی در دمای بالا، سپس سردکاری سریع و تمپر چند مرحله ای. نتیجه؟ مقاومت سایشی عالی، عمر طولانی و صدای کمتر گیربکس.
- تیغه صنعتی از فولاد D2: آستنیته در دمای بالا، کوئنچ هوا و تمپر چند مرحله ای برای رسیدن به سختی بالا همراه با چقرمگی کافی. این تیغه ها در خطوط نورد برای برش ورق استفاده می شوند؛ دقیقاً جایی که کارخانه ها به دنبال فروش ماشین آلات کارخانه فولاد و تجهیزات برش دقیق اند.
- غلتک نورد فولاد 42CrMo4: سیکل نرماله، کوئنچ، سپس تمپرینگ عمیق. دلیل؟ تحمل تنش های شدید فشاری در خط تولید و جلوگیری از شکست فاجعه بار تجهیزات.
- پره توربین نیکل بیس (سوپرآلیاژ): محلول سازی، کوئنچ کنترل شده و پیرسازی دقیق. این فرآیند باعث استحکام فوق العاده در دمای بالا می شود.
چالش ها و خطاهای رایج در عملیات حرارتی
عملیات حرارتی فرآیندی حساس و پیچیده است که کوچک ترین خطا در دما، زمان یا محیط خنک کاری می تواند به نقص جدی در قطعه منجر شود. شناسایی و پیشگیری از مشکلات رایج مانند ترک حرارتی، تاب برداشتن، اکسیداسیون و دکربوریزاسیون برای حفظ کیفیت و دوام قطعات حیاتی است. مدیریت دقیق فرآیند و استفاده از تجهیزات پیشرفته نقش مهمی در کاهش ریسک خطاها دارد.
ترک حرارتی ناشی از شوک دمایی
وقتی قطعه از کوره با دمای بالا مستقیماً وارد کوئنچ سرد می شود، تنش های داخلی بسیار شدید شکل می گیرد. این مسئله در فولادهای ابزار مثل D2 و H13 و قطعات حساس مثل تیغه ها و دنده های دقت بالا رایج است.
راهکار: استفاده از پیش گرم چند مرحله ای، کوئنچ کنترل شده و تمپر فوری.
تاب برداشتن و تغییر ابعاد
قطعات بلند مثل شفت ها، ریل های صنعتی، یا بخش های دستگاه نورد در صورت گرمایش غیریکنواخت، تاب می خورند. این مشکل در ساخت قطعات خودرو، شفت گیربکس، رول نورد و ماشین آلات کارخانه فولاد اهمیت ویژه دارد.
راهکار: توزیع یکنواخت حرارت، ساپورت مناسب قطعه، خنک کاری با جریان کنترل شده.
کسیداسیون سطح و تشکیل پوسته
در کوره های معمولی بدون اتمسفر کنترل شده، اکسیژن با سطح فولاد واکنش می دهد و لایه پوسته ای سیاه تشکیل می شود. این پوسته باعث کاهش کیفیت سطح و مشکلات ماشینکاری بعدی می شود.
راهکار: استفاده از کوره خلأ یا کوره اتمسفر محافظتی، پوشش ضد اکسیداسیون.
دکربوریزاسیون سطح
در دماهای بالا و شرایط نامناسب، کربن از سطح خارج می شود، که باعث افت سختی سطحی و کاهش مقاومت سایشی خواهد شد.
راهکار: کنترل دقیق اتمسفر، استفاده از گازهای محافظ، عملیات تکمیلی سطحی.
آلودگی روغن کوئنچ و اختلال در سختی
روغن های کهنه، آلوده و دمای نامناسب، منجر به سردسازی نامتقارن و ایجاد لکه های حرارتی می شود. در خطوط حرفه ای فروش ماشین آلات فولادسازی، سیستم فیلتراسیون و کنترل دمای روغن الزامی است.
راهکار: نگهداری دوره ای، فیلتراسیون روغن، پایش دما.

نکات کاربردی و راهنمای انتخاب سیکل عملیاتی مناسب
عملیات حرارتی مناسب، نتیجه ترکیبی از شناخت متریال، دانش فرایند، تجهیزات استاندارد و تجربه عملی است. انتخاب سیکل غلط می تواند قطعه ای که میلیون ها تومان هزینه تولید داشته، را غیرقابل استفاده کند. مهندسان بخش تولید، کسانی که در خرید ماشین آلات و تجهیزات کارخانه فولاد فعال اند، و مدیران خرید خطوط صنعتی باید این فاکتورها را به خوبی بشناسند.
4 گام هوشمندانه در انتخاب فرایند حرارتی
1. بررسی جنس و استاندارد ماده: مطالعه گرید فولاد در استانداردهای DIN، AISI یا ASTM و دیتاشیت سازنده ضروری است. فولاد ابزار، فولاد ساختمانی، فولاد زنگ نزن، آلیاژ نیکل یا آلومینیوم، هر کدام سیکل ویژه خود را دارند. مثلاً:
- فولاد زنگ نزن مارتنزیتی → کوئنچ + تمپر
- فولاد زنگ نزن آستنیتی → محلول سازی + کوئنچ هوا
- آلومینیوم 7075 → محلول سازی + پیرسازی
2. تعیین شرایط کاری قطعه: آیا قطعه تحت سایش است؟ فشار؟ دما؟ ضربه؟ خستگی؟ نوع تنش تعیین می کند عملیات مناسب چیست.
3. بررسی تجهیزات موجود: کارگاه هایی که هنوز کوره دقیق ندارند، معمولاً مجبور به برون سپاری عملیات می شوند. بسیاری از واحدهایی که امروز در فروش تجهیزات کارخانه فولاد فعالند، دقیقاً از همین نقطه شروع کرده اند.
4. توجه به تلرانس و کیفیت سطح: قطعات دقیق CNC و دنده ها تحمل تاب و تغییر ابعاد ندارند. باید از فرایندهای کم تغییر شکل مثل کوئنچ گازی یا خلأ استفاده کرد
عملیات حرارتی مدرن و نوآورانه
تحول فناوری در صنعت حرارت دهی، با هدف افزایش کیفیت، کاهش مصرف انرژی و کنترل دقیق ریزساختار آلیاژها ادامه دارد. این بخش برای صنایعی که به سمت دیجیتال سازی و نوسازی تجهیزات حرکت می کنند – مثل شرکت های فعال در خرید دستگاه نورد و اتوماسیون فولاد – اهمیت راهبردی دارد.
فناوری های پیشرفته
- نیتراسیون پلاسما: سختکاری سطحی بسیار دقیق، بدون تغییر شکل محسوس. مناسب قالب ها، دنده ها، اجزای هیدرولیک.
- سختکاری لیزری: موضعی، سریع، با کنترل کامپیوتری. مناسب دنده های صنعتی، چرخ دنده گیربکس خودرو، قطعات راهسازی.
- عملیات حرارتی مایکروویو: گرمایش حجمی، سرعت بالا، راندمان انرژی، فناوری آینده محور.
- عملیات حرارتی سبز: بازیافت گرما، استفاده از گازهای پاک، بهینه سازی مصرف انرژی؛ همان چیزی که شرکت های امروز در رویکرد ESG به دنبال آن هستند.
- شبیه سازی عددی FEM / CFD: پیش بینی تنش ها، توزیع دما، ریزساختار و جلوگیری از اعوجاج پیش از تولید واقعی.

آینده عملیات حرارتی
صنعت عملیات حرارتی در حال حرکت به سمت دیجیتالی شدن، خودآموزی سیستم ها و اتوماسیون کامل است. همان طور که بسیاری از خطوط فروش ماشین آلات کارخانه فولاد یا واحدهای تولیدی در خرید تجهیزات جدید، الزاماتی مثل کنترل CNC و PLC را لحاظ می کنند، در عملیات حرارتی نیز چنین تحولاتی در راه است.
آینده این صنعت شامل موارد زیر است:
- کاربرد هوش مصنوعی برای پیش بینی سیکل بهینه
- سیستم های کنترل دما با تحلیل لحظه ای داده ها
- اتوماسیون کامل جابجایی قطعات داغ توسط ربات
- عملیات حرارتی برای نانوآلیاژها و سوپرآلیاژهای نوین
- پایش ساختار داخلی در لحظه با سنسورهای هوشمند
در ۱۰ سال آینده، فرایندهایی که امروز دستی انجام می شوند، خودکار و داده محور خواهند شد.
ایمنی و محیط زیست در عملیات حرارتی
وقتی با فلزات داغ، کوره های هیدروکربنی، مخازن روغن و گازهای ناشی از واکنش های سطحی سروکار داریم، ایمنی حیاتی ترین موضوع است. شرکت هایی که تجهیزات حرارتی تولید یا به فروش کوره های آهن و فولاد مشغولند، باید استانداردهای ایمنی را دقیق رعایت کنند.
اصول حیاتی ایمنی و محیط زیست
- تهویه مناسب کوره ها و محیط کار
- جلوگیری از اشتعال روغن کوئنچ و نگهداری صحیح آن
- سیستم بازیافت انرژی حرارتی و کاهش مصرف گاز
- فیلتر گازهای خروجی و کنترل آلایندگی
- آموزش کارکنان و استفاده از لباس های مقاوم حرارتی
کارخانه هایی که استاندارد محیط زیست و ایمنی دارند، ارزش بیشتری در صادرات و ثبت در سامانه دریچه تجارت خواهند داشت و رقابت پذیری بالاتری در بازار تجهیزات فولاد خواهند یافت.
سخن آخر
عملیات حرارتی فقط یک مرحله تولید نیست؛ نقطه ای است که کیفیت واقعی ماده مشخص می شود.
اگر در صنعت فولاد فعالیت دارید – چه قصد خرید مقاطع فولادی داشته باشید، چه خرید فولاد ضد زنگ، یا فروش تجهیزات کارخانه فولاد و توسعه خطوط تولید – تسلط بر اصول عملیات حرارتی یک مزیت رقابتی بزرگ است.
این دانش، تفاوت بین قطعه ای که سال ها بدون مشکل کار می کند و قطعه ای که در اولین فشار می شکند را تعیین می کند.
شماره تماس استعلام قیمت: 02192005590
سوالات متداول
آیا عملیات حرارتی همیشه باعث افزایش سختی فلز می شود؟
خیر. بسیاری تصور می کنند عملیات حرارتی صرفاً برای افزایش سختی انجام می شود، اما واقعیت این است که هدف عملیات حرارتی می تواند نرم سازی، تنش زدایی، افزایش شکل پذیری یا بهبود قابلیت ماشین کاری نیز باشد.
برای مثال، فرآیند آنیل (Annealing) و تنش زدایی (Stress Relieving) باعث کاهش سختی و بهبود داکتیلیته می شوند، در حالی که کوئنچ + تمپر برای ایجاد ساختار مارتنزیتی و افزایش سختی به کار می رود.
انتخاب مسیر حرارتی وابسته به عملکرد نهایی قطعه، نوع فولاد و ساختار میکروسکوپی مورد انتظار است.
انتخاب محیط کوئنچ (آب، روغن، گاز، نمک، پلیمر) بر چه اساسی انجام می شود؟
انتخاب محیط خنک کاری به ترکیب شیمیایی فولاد، ضخامت قطعه، حساسیت به ترک، و نرخ سردشدن مطلوب بستگی دارد.
مثلاً فولادهای پرآلیاژ و فولاد ابزار D2 و H13 معمولاً کوئنچ روغنی یا گازی نیاز دارند تا از شوک حرارتی و ترک جلوگیری شود، در حالی که فولادهای ساده کربنی را می توان در آب یا پلیمر سرد کرد.
در صنایع دقیق، سیستم های کوئنچ دارای کنترل دما، فیلتر و سیرکولاسیون روغن یا پلیمر استفاده می شوند تا خنک کاری یکنواخت و بدون لکه حرارتی تضمین شود.
چگونه از تاب برداشتن و تغییر ابعاد قطعات در عملیات حرارتی جلوگیری می شود؟
اعوجاج معمولاً نتیجه گرمایش و سرد شدن غیریکنواخت، تنش های داخلی و طراحی نامتقارن قطعه است.
برای جلوگیری از تاب و تغییر ابعاد، اقدامات زیر توصیه می شود:
- استفاده از پیش گرم چندمرحله ای
- قرارگیری صحیح قطعه در کوره و تکیه گاه مناسب
- خنک کاری کنترل شده (هوای کنترل شده، روغن سیرکوله، کوئنچ گازی در خلأ)
- انجام تمپر فوری پس از کوئنچ برای آزادسازی تنش ها
- استفاده از شبیه سازی FEM برای قطعات حساس
این نکات خصوصاً در قطعات دقیق همچون شفت CNC، دنده های صنعتی و قالب های فورج حیاتی هستند.
چه زمانی استفاده از کوره خلأ ضروری است؟
کوره خلأ زمانی استفاده می شود که اکسیداسیون، دکربوریزاسیون یا تغییر رنگ سطحی غیرقابل قبول باشد و کنترل فوق العاده دقیق اتمسفر و خنک کاری نیاز باشد.
این نوع کوره ها برای:
- فولادهای ابزار پیشرفته M2، H13، D2
- فولاد زنگ نزن و قطعات پزشکی
- سوپرآلیاژهای نیکل و تیتانیوم
- قطعات هوافضایی و توربین
- ابزار قالب سازی و دنده های دقیق
ضروری هستند.